
FSK kit
Request a quote for: FSK kit
Get your non-binding quote today and see how we can help.
Assembly instructions
The SubConn® OM series of connectors is supplied as a quick, reliable, and watertight solution for customers who require installation of standard SubConn® connectors on a nonstandard cable or for quick, efficient field re-termination. The OM connector series mates with the compatible standard SubConn® series.
The connectors are produced with a tube brass body and 7 cm pigtail wires, which are spliced and moulded to the cable using a pre-formed “Boot” and pre-packed ambient temperature curing polyurethane.
The end result is a professional, rugged and watertight termination rated to full ocean depth. The connector is available in 2 to 16-contact male and female configurations, together with all the specials with the same shell size.
Operational steps
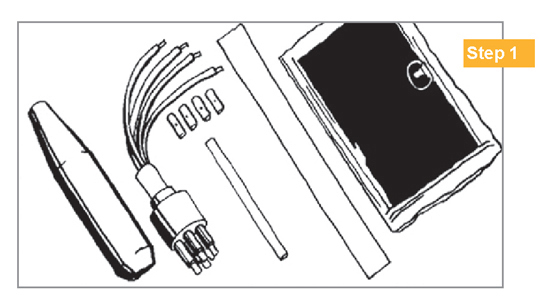
1. Ensure that the correct materials are available for the planned job
- The correct OM connector, e.g. OM6F (not included in the FSK)
- The correct “Boot” (e.g. OMBB)
- Adequate moulding material (e.g. 2131, 90 g from 3M)
- Primers (Scotchcast™ Resin Primer 5136 from 3M)*
- Acetone for degreasing*
- Crimp sleeve and heating gun
- Soldering iron, solder, side cutters, cable stripper and small paint brush
* Please notice that primers and acetone are not part of the delivery. You will need to
purchase these items individually to be sent as dangerous goods or purchase them
locally.
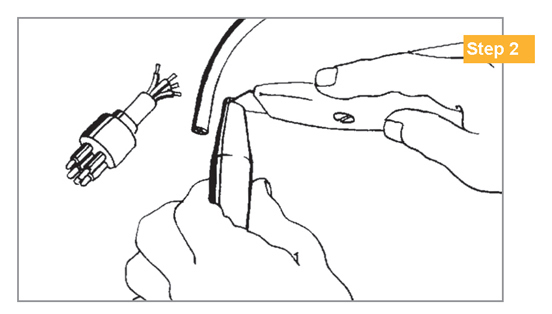
2. Cut pigtail wires on OM connector to approx. 2 cm from the brass body. Trim back tapered cable entry on boot until the cable is a snug fit (approx. 0.5 mm less than cable diameter).
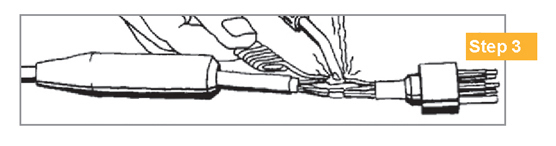
3. Prepare cable to be connected by stripping 3 cm off the jacket. Solder or crimp cable wires to pigtail on OM connector and insulate using crimp sleeve, heat shrink, or electrical tape. The spliced conductors should be twisted together in the same direction as laid in the cable.
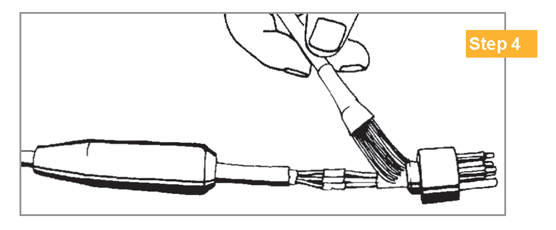
4. Degrease all moulding surfaces including cable jacket, conductors and brass body with acetone and allow to dry. Apply appropriate primer to brass body conductors, cable jacket and chloroprene rubber base of connector with a small brush and allow to dry (approx. 30 min. at 20°C). Do not touch primed surfaces after primer application.
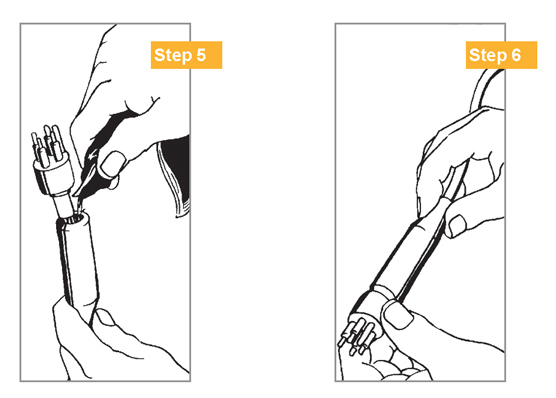
5. Select the appropriate polyurethane twin pack (e.g. 2131, 90 g for a single moulding) and mix the PUR material according to supplier instruction. Cut off the corner of the pack and squeeze the material into the boot as shown.
6. When the boot is full of material, slide it up the cable until it fits tightly over the neoprene protrusion on the back of the connector. Push the cable into the boot about 2 mm and wipe off any excess visible polyurethane material. The connector will be ready for use after 12 hours at 20°C.
Safe handling procedures
To comply with recommended health and safety procedures; ensure the use of barrier creams, gloves and a clean, well-ventilated work area.
3D files for download
All our 3D files are FREE of charge. Add multiple files to the file basket.


